Introduction
Changeover is one of those words everyone in manufacturing uses but rarely defines precisely. For our purposes, we’ll use this definition:
A changeover is the process of converting a packaging machine, or an entire packaging line, from running one product or format to running a different product or format.
It starts when the last good package of the previous run exits the machine, and it ends when the first good package of the new run is confirmed in spec. Everything in between is “changeover time.”
Why Changeover Time Is a Big Deal
Every minute a machine is in changeover is a minute in which it is not producing. In high-SKU, short-run production environments, which describes most CPG manufacturers today, changeover time is one of the most significant drivers of lost capacity. It directly impacts OEE, line utilization, and scheduling flexibility.
A machine that runs at 95% efficiency but takes 45 minutes to change over may produce less usable output over a shift than a machine running at 85% with 10-minute changeovers, depending on the number of SKUs you run.
What Makes a Changeover Fast?
The two primary variables are mechanical complexity and operator skill, and they’re not independent of each other.
From a mechanical standpoint, changeovers are faster when:
-
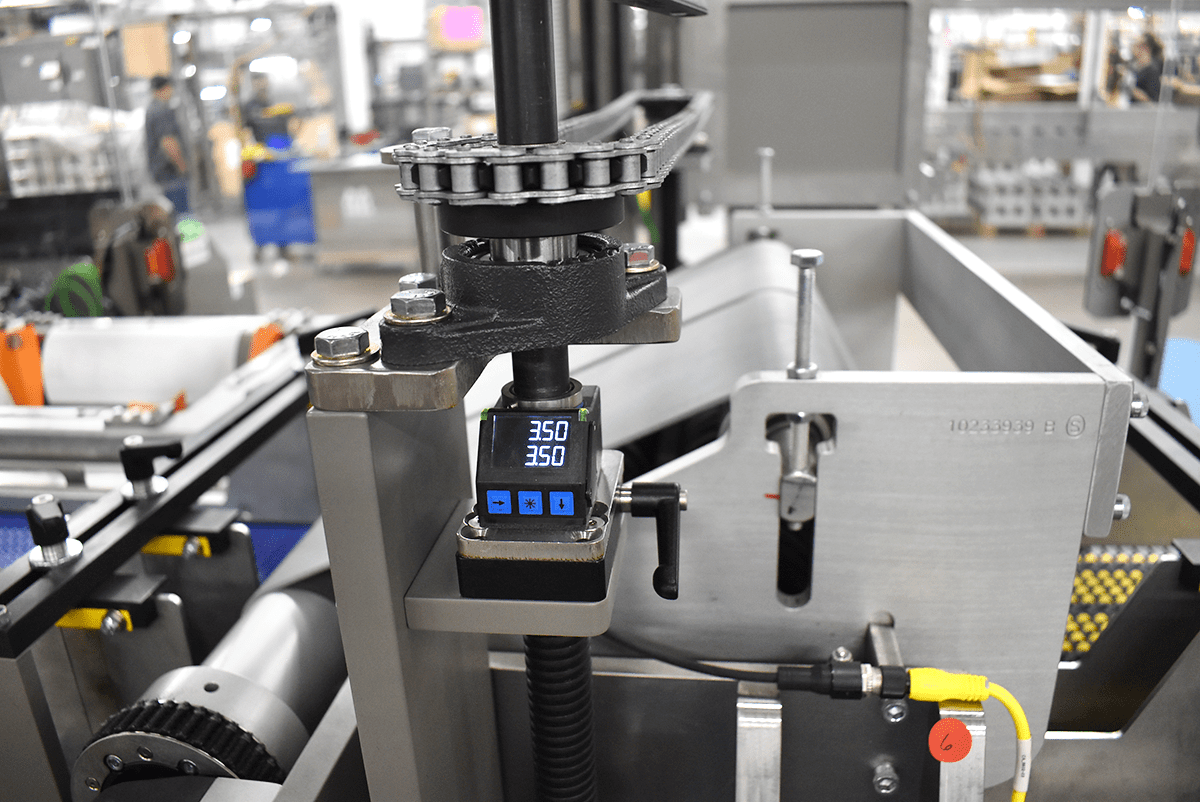
Tooling adjustments are guided and repeatable (e.g., digital readouts, toolless adjustment knobs, preset stops)
-
Parts that must be swapped are lightweight, accessible, and clearly labeled
-
The machine’s HMI stores format recipes that automatically drive axis positions to target
-
Adjustments are minimized by design (fewer change points means fewer opportunities for error)
From an operator standpoint, changeovers are faster when:
-
Operators are trained specifically on changeover procedures, not just general machine operation
-
Written or digital work instructions are available at the machine during the changeover
-
Changeover steps are standardized across shifts and operators
What Makes a Changeover Slow?
Most slow changeovers trace back to one of a few root causes:
-
Inconsistent tooling (no defined positions, worn stops)
-
Under-trained operators who have to problem-solve in real time
-
Machines that require tools for every adjustment
-
Packaging materials that don’t match spec and require manual compensation
PRO TIP
If your changeovers are consistently slower than expected, it’s worth auditing the process before assuming the machine is the problem. Often the issue is upstream of the machine.
Conclusion
When evaluating new equipment, ask specifically how changeovers work — what gets swapped, what gets adjusted, and what the OEM’s demonstrated changeover time is for an application similar to yours. The more you can decrease changeover time, whether it’s through mechanical design, operator training or other aspects, the sooner you can resume productivity.
Still Unsure About Changeovers?
Reach out with questions. With 60+ years of industry experience, Douglas specialists are ready to share the knowledge you need so you can make more informed packaging decisions.


