Introduction
If you’re leading a packaging operation right now, you’ve likely budgeted for labor replacement. You’ve planned headcount, you’ve posted roles, and you may even be relying on contractors or OEM support to bridge gaps.
What rarely gets planned for is the important but shrinking buffer between stable and unstable performance. When experienced packaging technicians retire, the most dangerous effects don’t show up as empty shifts on the schedule. They show up as:
And according to workforce research from PMMI, onboarding to technician independence often takes 4–12 months. When retirements outpace replacements, you don’t just run short — you lose control.
Retiring expertise is not a staffing problem. It is a reliability, governance, and lifecycle cost problem.
Below are the silent risks that grow before anyone notices, especially on secondary packaging lines like cartoners, case packers, sealers, palletizers, robotics, and conveying systems.
1. Micro-Stops Become “Normal” — Until Capacity Breaks
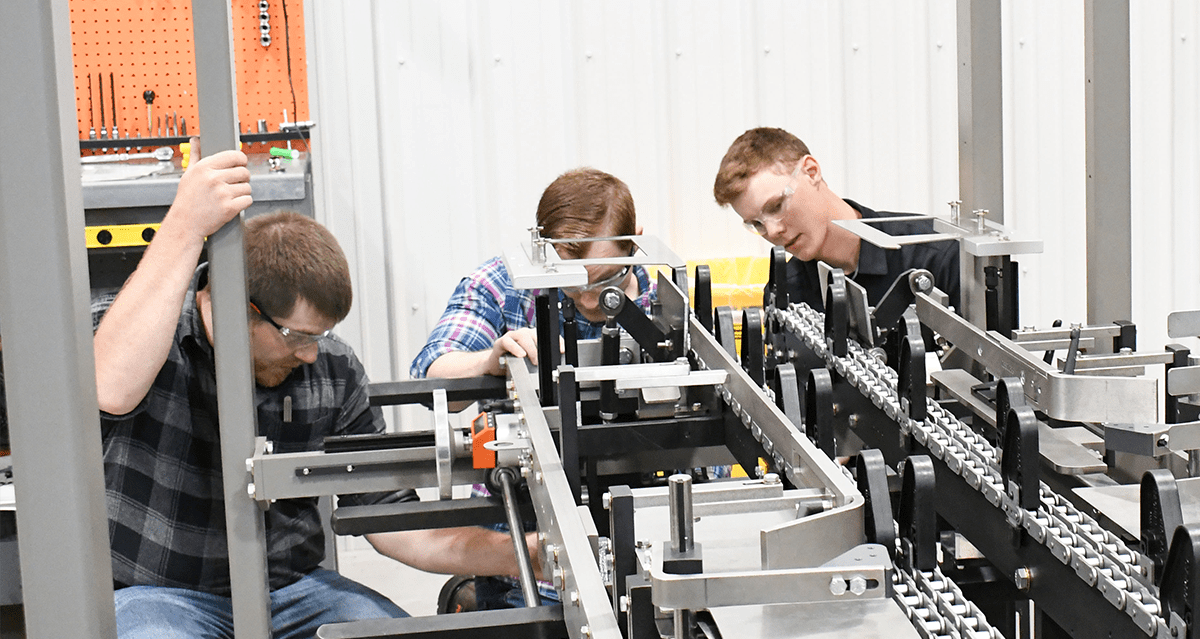
Experienced techs don’t just clear jams. They recognize patterns, they know the difference between a nuisance stop and a systemic issue, and they fix mechanisms, not symptoms.
When the experienced techs retire:
At first, nothing looks catastrophic. OEE dips slightly. Recovery runs increase. Weekend catch-up becomes routine.
In high-SKU plants, the effect shows up faster because changeover variability amplifies instability.
By the time it’s obvious, you’re already capacity-constrained.
Secondary packaging lives inside tight parameter windows — glue temperature, compression timing, film tension, robot placement tolerances, backpressure limits.
When experienced technicians leave:
Instead of seeing it immediately on the floor, you see it later as:
PMMI has highlighted the risk of relying heavily on shadowing-based training as tribal knowledge disappears. Without controlled knowledge capture, your line becomes identity-dependent, and quality cost often shows up downstream — late and expensive.
3. MTTR Inflates as Troubleshooting Becomes Parts-Swapping
Modern secondary packaging systems combine mechanical, pneumatic, servo, vision, and control logic. Experienced techs isolate faults before replacing parts.
What happens without that skill:
In the end, you’re spending more and fixing less.
4. Preventive Maintenance Compliance Masks Reliability Decay
While PM checklists still get completed and compliance reports look healthy, other critical areas can suffer:
You can have high PM completion and falling MTBF (Mean Time Between Faults) at the same time.
Checkbox maintenance is not reliability.
5. Documentation Drift Raises Modernization Costs
Weekend wiring change? Not updated. PLC tweak? No version control. Manual outdated? No curated baseline.
At first, troubleshooting just takes longer. Later, during modernization or upgrades:
Modernization becomes expensive and risky.
The Financial Reality: Where This Shows Up
None of these risks appear on a headcount report. Instead, they show up as:
Many plants are already leaning more heavily on OEM support because hiring is difficult and automation complexity is rising. That can be rational. But outsourcing does not eliminate accountability. Even under OSHA’s multi-employer framework, responsibility does not cleanly transfer. Governance still lives with the plant.
Leading Indicators the Risk Is Already Active
To know if risk is already occurring, watch for these signals:
These events will indicate that you’ve gone from “approaching” risk to already being in it.
The Decision Lens: Coverage vs. Competence vs. Control
As retirements accelerate, most plants optimize for coverage — warm bodies, contractors, OEM callouts. But the real question should be whether you’re protecting these two things:
You can use the following as a litmus test:
If your plant cannot 1) safely stabilize the line, 2) restore it to a known baseline, and 3) capture and institutionalize the learning…then every retirement increases long-term cost — regardless of staffing levels.
What Reduces Risk (Not Just Headcount Pain)
Research and industry trends — including those reported by PMMI — point toward embedded guidance, digital documentation, QR-linked troubleshooting, and improved training structures.
But tools only work if you maintain internal ownership.
Minimum internal “spine” to protect:
If your plant cannot 1) safely stabilize the line, 2) restore it to a known baseline, and 3) capture and institutionalize the learning … Then every retirement increases long-term cost — regardless of staffing levels.
PRO TIP
Outsource specialization. Don’t outsource governance.
Conclusion: Expertise Is Reliability Infrastructure
You don’t need to resist retirement. But you do need to budget for knowledge retention with the same seriousness as capital planning.
This is because retiring expertise is not overhead, it is reliability infrastructure. It doesn’t show up as an empty chair. Instead, it shows up as slow instability and as cost you can’t immediately trace — and it compounds.
If you’re currently evaluating workforce strategy, outsourcing expansion, or a modernization roadmap, your next step is to assess whether your plant can stabilize, baseline, and capture learning independently.
If it cannot, that’s the first problem to solve — before the next retirement makes it harder.