Introduction
The more SKUs you run, the more time you lose.
If you’re part of a pet food operation running a high variety of SKUs, flavors, or packaging types, you already know changeovers are a constant. But what many teams don’t realize is just how much planned downtime these changeovers are quietly creating—and how directly that time loss is hitting your bottom line through lower Availability and OEE
Here’s a quick calculation:
If you’re doing eight changeovers per day, and each takes 45 minutes, that’s six hours a day of scheduled downtime.
Unfortunately, even high-speed equipment won’t compensate for the losses when changeover is eating half the shift.
In this article, we’ll break down what’s really happening in your end-of-line operations and build a plant-floor playbook that separates what’s process, what’s equipment, and what’s design. This is how you cut changeover time without hand-waving.
What “Changeover” Actually Means at End-of-Line
For the purpose of this article (and for any reliable measurement in your plant), changeover at end-of-line means:
From the last good case or pallet of SKU A to the first good case or pallet of SKU B at full rate.
That includes:
Why This Matters
If Line 2 calls a changeover “complete” at restart, but Line 5 doesn’t count it until first good product at rate, your metrics are meaningless. Worse, your improvement efforts won’t stick.
Changeover is a planned stop that reduces Availability—don’t let it hide under vague definitions.
Where Changeover Time Really Hides: Case Packing + Palletizing
Case packer changeover buckets:
Palletizer changeover buckets:
Your time loss isn’t just physical adjustments. It’s in the human steps between them, the micro-delays, and the lack of clarity around when a changeover is truly done.
Why Pet Food Makes Changeovers Harder Than Typical CPG
1. Multiple formats = more complexity
Pet food operations increasingly juggle:
Each format brings different case sizes, orientation rules, and pattern requirements.
2. Flexible packaging doesn’t behave
Pouches and soft bags can’t be guided or stacked the same way as rigid containers. Your automation needs to handle sag, slip, and shape inconsistencies.
3. Labor gaps widen the changeover window
The gap between who’s trained and who’s available shows up most clearly during changeovers. That’s where standardization and intuitive design pay off—not just in new equipment, but in how people use it.
PMMI research backs this: Training and operator-friendly systems are core to reaching and sustaining performance in CPG plants.
A Practical SMED Playbook for Case Packing + Palletizing
This isn’t theory—this is field-proven, floor-level execution based on SMED principles (Single-Minute Exchange of Dies).
Step 1: Baseline your current changeovers
Step 2: Externalize what you can
Step 3: Standardize the human steps
Step 4: Engineer out adjustments
Focus your upgrades here:
Step 5: Reduce “tweaking”
Step 6: Sustain with training and data
Pet Food-Specific Tactics for Faster Case Packer Changeovers
Pet food packaging comes in a wide range of formats, each with its own changeover challenges. The more formats you run, the more ways changeover time can balloon.
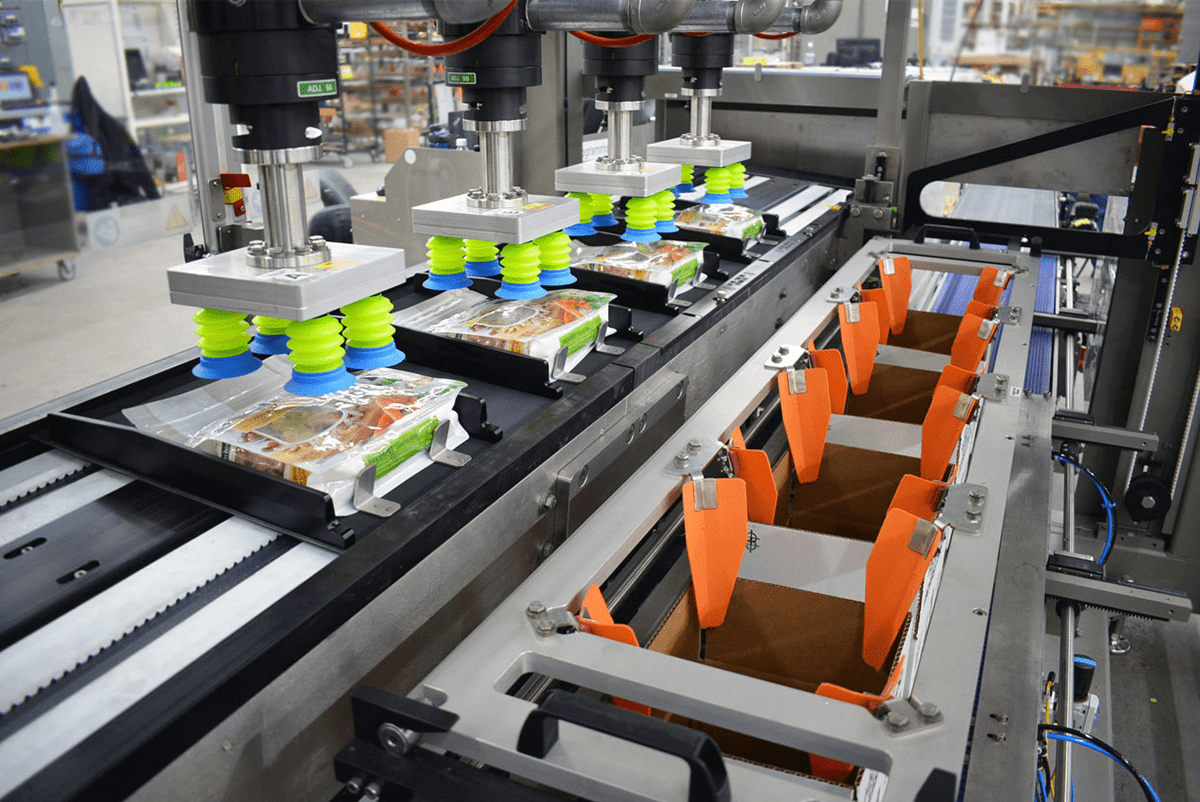
If You’re Packing Bags
Bag packaging often varies by size, fill level, and material—making case packing a moving target.
If You’re Packing Pouches
Pouches behave unpredictably—sag, slip, and shape shifts are common. Your system needs to anticipate these, not fight them.
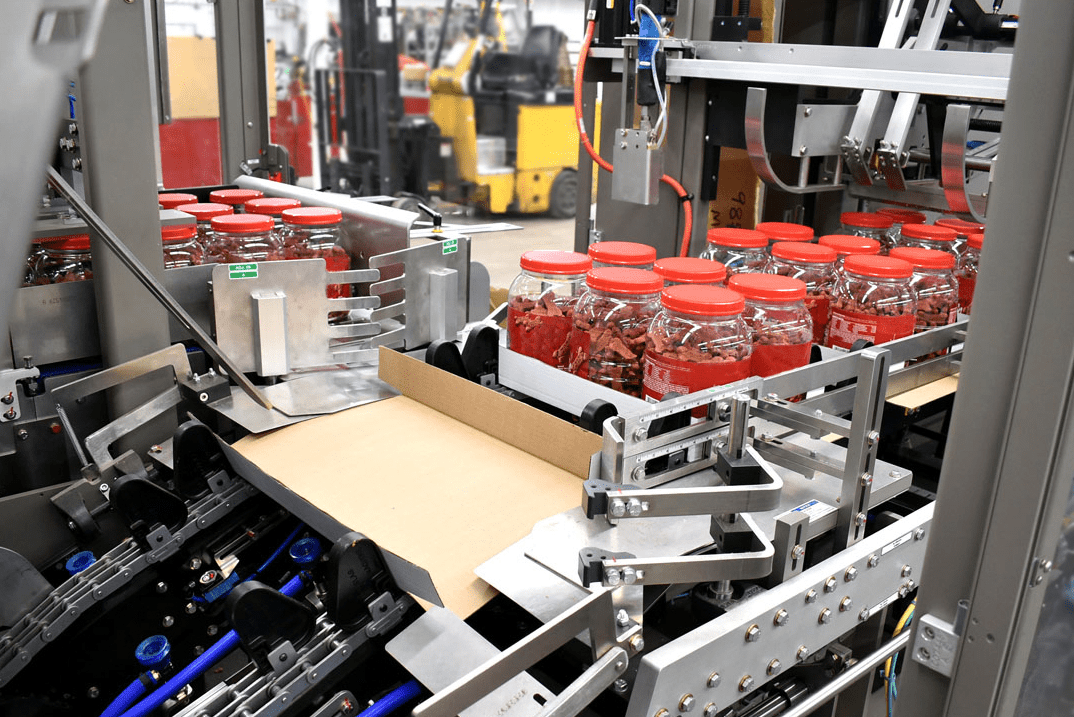
If You’re Packing Cans or Cups
Rigid packaging gives you structure, but variety in trays and patterns can still drain time if unstandardized.
If You’re Running Variety Packs
Variety packs are really a collation challenge, and too often they’re treated like a packaging problem.

Shortening Palletizing Changeovers Without Compromising Load Quality
Palletizing delays often stem from unclear recipes and operator guesswork. The fastest palletizing changeovers are recipe driven, not tribal knowledge driven.
Use Accumulation + Decoupling to Keep Lines Running During Changeovers
A single changeover shouldn’t stop the whole line.
True SMED at the line level means decoupling primary packing from case packing, and case packing from palletizing.
Before You Buy: Changeover Questions to Ask Equipment Vendors
Changeover time isn’t just a plant problem—it’s often baked into equipment decisions. Ask your OEMs the right questions before purchase.
These questions prevent costly surprises during commissioning and scaling:
Compliance Reminder: Don’t Overlook OSHA & FDA Expectations
Pet food facilities fall under FDA’s Preventive Controls for Animal Food rule
If changeovers involve physical strain (e.g., lifting film rolls or corrugate), OSHA doesn’t impose a flat weight limit. Instead, they use NIOSH’s lifting equation, which adjusts based on distance, frequency, and posture. Engineering out strain now avoids citations later.
What Now? Start Cutting Changeover Time with These 3 Levers
Reducing changeover time isn’t about a silver bullet. It’s about building small, repeatable wins that stick.
Here’s where to start:
Final Word: You Don’t Have to Keep Losing Hours to Changeover
You now have a clear, structured playbook to cut changeover time in case packing and palletizing—without guesswork.
If your team is still “just dealing with it,” those minutes add up fast: more planned downtime, more rushed restarts, and less output (and margin) hiding in plain sight.
If you’d like help pinpointing your biggest changeover drains and turning them into faster, repeatable routines, give us a call or schedule time with one of our team members.
Want to improve your changeover time?
We’re ready to answer questions and help create solutions.


