Standards & Definitions
Corrugate Recommendations
Key Definitions
A circular seal printed on the bottom of corrugated containers (‘cases’ or ‘boxes’) that identifies and characterizes the box’s strength. While not legally required, these
certifications provide proof that the box has been properly tested and rated. These are two generally accepted types of box maker’s certificate: ‘Mullen-Rated’ and ‘ECT-Rated.’
The force required to rupture corrugated fiberboard with a rubber diaphragm; relates indirectly to a box’s ability to withstand external or internal forces. The referee test method for burst (Mullen) measurement is TAPPI T 810.
The structure formed on a corrugator by gluing one or more layers of fluted corrugating medium to one or more flat facings of linerboard.
The type of paperboard used in forming the fluted portion of corrugated board.
The amount of force needed to cause compressive failure of an on edge specimen of corrugated board; a primary factor in predicting the compression strength of a
completed corrugated container. (TAPPI T-839 Clamp method most commonly used however TAPPI T 811 wax dip method is acknowledged as the “referee” test and is required when measuring ECT for compliance with carrier regulations).
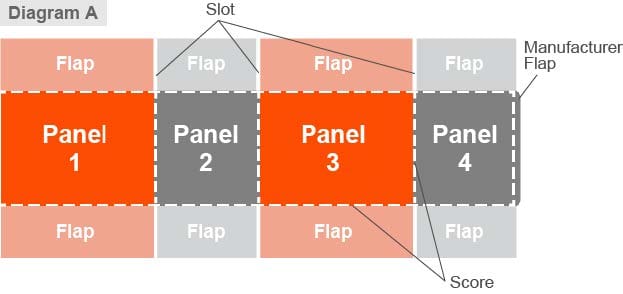
Extensions of the panels that form the four walls of a box. Flaps are usually defined by one score line and three edges. When folded and sealed with tape, adhesive or wire stitches, flaps close the remaining opening of a box. Regular slotted containers have eight flaps. (See Diagram A)
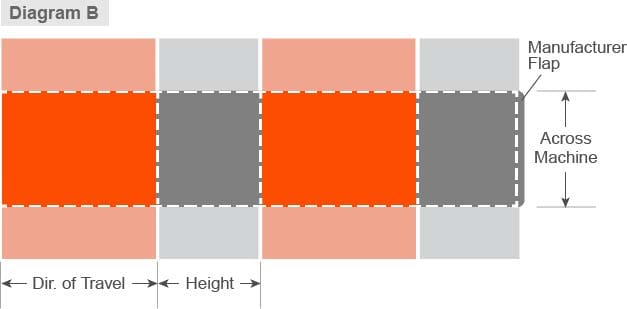
a flat, unopened corrugated container whose manufacture joint has been sealed. A KD box is designated as “right hand” (see figure 1) when the longer panel appears on the right or as agreed upon between the end user and packaging machine manufacturer. (See Diagram B)
Paperboard used for the flat outer facing of combined corrugated fiberboard.
A joint made by the container manufacturer, who folds the scored and slotted container blank in two places, brings one side panel and one end panel together and joins them with adhesive, tape, or staples. A taped joint simply connects the two panels, with no overlapping corrugated material. (See Diagram B)
A “face” or side of a box, usually defined on a scored and slotted sheet (box blank) by four score lines or three score lines and one edge. Regular slotted containers have four panels. (See Diagram A)
A well-defined crease in corrugated fiberboard made to position and facilitate folds. (See Diagram A)
A pair of closely spaced cuts made in a sheet that facilitates removal of a narrow strip of material, usually to form flaps and permit folding without bulges caused by the thickness of the material. (See Diagram A)
Dimensions
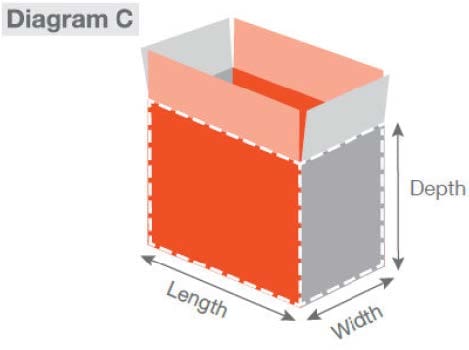
Inside dimensions are given in the sequence of length, width and depth. (International organizations may use the words length, breadth and height). The inside dimensions of a finished box are critical for proper fit around the product. The outside dimensions of the finished box must be considered for proper erecting, loading, sealing, palletizing and distribution.
Length is always the larger of the two dimensions of the open face of a box as it is erected for loading (this is, after the KD box has been erected and the bottom panels have been folded). Width is the smaller dimension of the open face. Depth is the distance perpendicular to the length and width. (See Diagram B & C)
Depending on the flute size, basis weights of the corrugated board’s components (linerboard and medium) and the pattern used to make the score, the width of the score can range from about one-tenth to several tenths of an inch. The corrugated container designer adjusts the overall dimensions of the box blank to accommodate the score lines and material thickness (the scoring allowance).
Tolerances
Variations in the individual panel dimension, as measured scoreline to scoreline on the finished blank when flat (as a scored and slotted sheet), should not exceed ± 1/16 inch (1.5 mm), and variation in the overall dimensions of the flat sheet should not exceed ± 1/8 inch (3 mm).
The amount of gap at the manufacturer flap, measured at the flap scorelines, should not be less than 1/8 inch (3 mm) or greater than 1/2 inch (12.7 mm). Variations in the width of gap at the manufacturer flap on the same box (skew for fishtail) should not exceed 3/16 inch (4.5 mm) when measured at the flap scorelines. However, the gap at the manufacturer flap measured at the ends of the flaps, should be not less than 1/16 inch (1.5 mm). The flap score alignment (the alignment of the corrugators scores at the manufacturer flap) should not exceed 3/16 inch (4.5 mm). (See Diagram B)
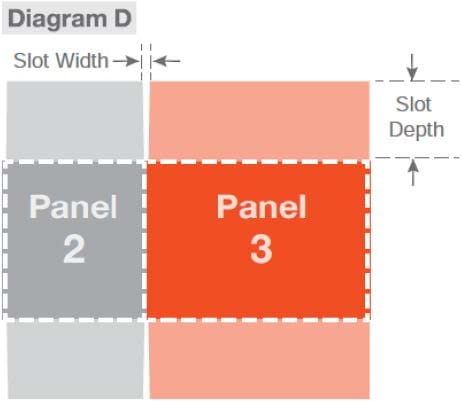
Variation in slot depth should be no greater than ± 1/8 inch (3 mm) from the center line of the flap score line. Slots should be centered within 1/16 inch (1.5 mm) of the center of the aligning scores. (See Diagram D)
Scores must be sufficiently deep to give 180° fold (90° left and 90° right from unfolded orientation) without exhibiting fracture or continuous checking.
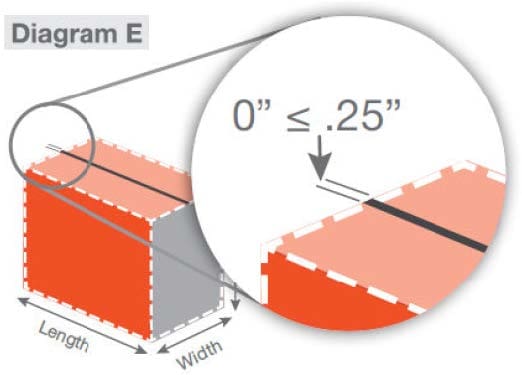
The dimensions of the container should be designed so that the major flaps of a closed corrugated container should not overlap and the gap between these flaps should not exceed 1/4 inch (5.4 mm). (See Diagram E)
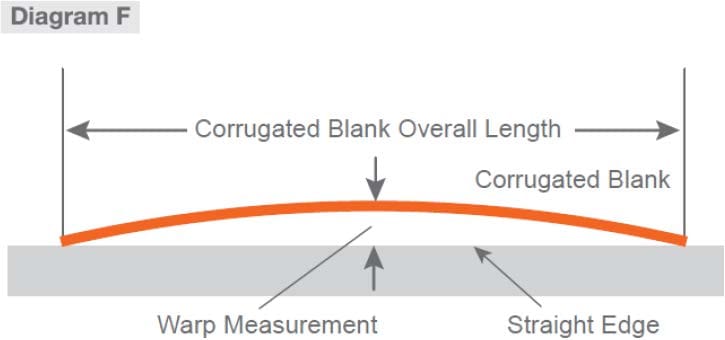
The amount of warp should not exceed:
Warp can be measured in many ways. One method is to place the RSC vertically against a straight edge. Measure the maximum horizontal distance (warp). The warp may not exceed the limits listed above. (See Diagram F)
All Definitions, Dimensions and Tolerances are from Fibre Box Association/PMMI technical report B155-TR2.1-2011, “Tolerances for Regular Slotted Containers (RSCs)”
Case Quality Statements
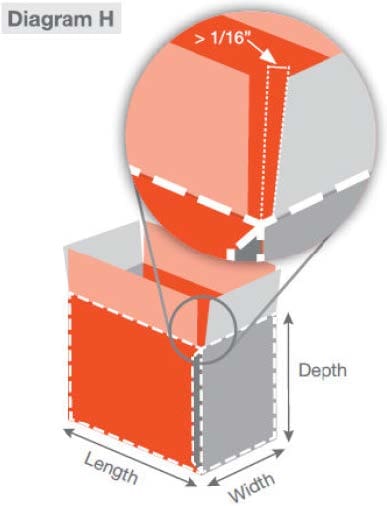
The slot at the manufacturer glue flap should be centered on the aligning corner and should measure no less than 1/16 inch between the scoreline and the edge of the flap. (See Diagram H)
As the blank lays flat, slots should be a minimum of 1/4 inch wide to enable proper gappingand tucking clearance between major and minor flaps. (See Diagram A)
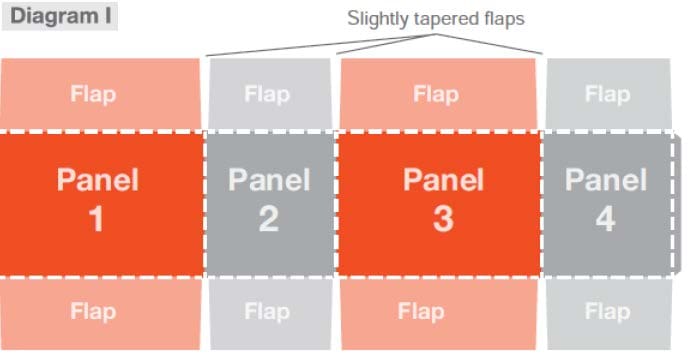
Slightly tapered flap slots will improve minor flap folding performance. (See Diagram I)
All case quality statements have been generated as ‘best-practice’ guidance. These statements are derived from technical and application knowledge earned over decades of experience using corrugated materials in packaging applications.